Введение: Ослабленный зажим — шесть погибших жизней
23 июля 2025 года шесть студентов-третьекурсников Северо-Восточного университета проходили экскурсию на медно-молибденовом руднике во Внутренней Монголии (КНР), когда произошёл обрыв панели решётки. Все шесть студентов упали во флотационную камеру и погибли. Один преподаватель получил травмы. Расследование показало: решётки были зафиксированы точечной сваркой — в момент аварии оторвались 5 панелей. В сварном шве угловой балки крепления была обнаружена старая трещина; в тот день под действием сосредоточенной нагрузки шов мгновенно разрушился, что привело к опрокидыванию и падению целой панели.
Один разрушенный фиксатор — шесть жизней. И это не единственный случай. В том же году на инжиниринговом предприятии в Гуанси (КНР) произошёл похожий инцидент: сорвало фиксатор решётки, панель сместилась, монтажник наступил на неё и рухнул вместе с ней насмерть.
Эти трагедии — грозный сигнал: крепление стальных решёток — не мелочь. Забытый grating clip, непроваренный сварной шов, недотянутый болт — всё это может стать «последней каплей», приводящей к фатальной аварии.
В России вопросам прочности и надёжности металлоконструкций уделяется повышенное внимание. Приказом Ростехнадзора от 20 августа 2025 года № 282 утверждены федеральные нормы и правила в области использования атомной энергии НП-119-25 «Требования к проектированию, расчёту на прочность и изготовлению элементов активных зон свинцовых реакторных установок» . Хотя этот документ регламентирует специфическую отрасль, он демонстрирует общий подход российского надзора: на опасных производственных объектах (ОПО) каждый элемент крепления должен быть надёжен, а его отказ недопустим.
Статья 212 Трудового кодекса РФ прямо обязывает работодателя обеспечивать безопасность условий труда, включая надёжность всех элементов конструкций, на которых работают люди . Данная статья поможет инженерам, специалистам по закупкам и монтажным бригадам в России разобраться в типах grating clamps (M и C), их отличиях, области применения, правильных моментах затяжки, периодичности проверок — и даст рекомендации по безопасному креплению.
Глава 1. Нормативная база РФ и обязательные требования к креплению стальных решёток
1.1 Система стандартов и сводов правил
В России действует многоуровневая система нормативных документов, распространяющихся на проектирование, расчёт и монтаж стальных конструкций, включая стальные решётки и их крепления.
СП 16.13330.2017 «Стальные конструкции» (актуализированная редакция СНиП II-23-81*) является основным документом, устанавливающим требования к проектированию и расчёту стальных строительных конструкций зданий и сооружений различного назначения . Этот документ, действующий с 28 августа 2017 года, распространяется на конструкции, работающие при температуре не выше 100°С и не ниже минус 60°С, что особенно важно для российской климатической зоны .
В первом полугодии 2025 года были подготовлены и вступили в силу 11 новых нормативно-технических документов, регламентирующих применение металлоконструкций . Среди ключевых для темы креплений:
ГОСТ Р ИСО 15614-12-2025 (введён 01.05.2025) — проверка процедуры сварки для точечной, шовной и рельефной сварки
ГОСТ Р ИСО 17639-2025 — разрушающие испытания сварных швов, исследования макро- и микроструктуры
ГОСТ ISO 3834-2-2023 (вступает в силу 01.12.2025) — всесторонние требования к качеству сварки плавлением металлических материалов
1.2 Новый стандарт на болтовые соединения
С 1 мая 2025 года вступил в силу ГОСТ Р 72004–2025 «Стальные строительные конструкции. Болтовые соединения. Метод определения коэффициента закручивания болтов» . Этот документ, введённый впервые, обеспечивает возможность контроля монтажа фрикционных соединений и соединений несущих конструкций зданий. Стандарт устанавливает метод определения коэффициента закручивания для болтов непосредственно на строительной площадке .
Для стальных решёток и их фиксаторов это означает, что момент затяжки теперь может и должен контролироваться не только в лаборатории, но и на месте монтажа — так же, как на сборке автомобилей КАМАЗ, где внедрены двухшпиндельные системы контроля затяжки с индикацией успеха операции .
1.3 Требования к антикоррозионной защите и совместимости материалов
С 1 апреля 2026 года вводится в действие ГОСТ 9.202-2025 «Единая система защиты от коррозии и старения. Металлы, сплавы, металлические и неметаллические неорганические покрытия. Допустимые и недопустимые контакты с металлами и немаллами» . Этот документ будет регламентировать, какие контакты разнородных металлов допустимы, а какие ведут к ускоренной коррозии — включая критически важную пару «углеродистая сталь — нержавеющая сталь» (гальваническая пара).
В России до 2025 года не существовало национального стандарта по допустимым и недопустимым контактам металлов. ГОСТ 9.202-2025 восполняет этот пробел и должен применяться при выборе материалов фиксаторов (grating clips) для стальных решёток, эксплуатируемых в агрессивных средах.
Глава 2. Уроки аварий: статистика по России и данные о контроле качества
2.1 Контроль качества сварных соединений и болтов
Сварные соединения — критический элемент безопасности. В России действуют стандарты на неразрушающий контроль качества сварки. ГОСТ Р ИСО 17639-2025 устанавливает методы исследования макро- и микроструктуры сварных швов для выявления внутренних дефектов — непроваров, пор, трещин . Эти методы должны применяться при приёмочном контроле металлоконструкций, включая места приварки фиксаторов типа C.
Отраслевые данные по качеству монтажа свидетельствуют:
около 25% сварных швов имеют дефекты (непровары, поры, трещины)
приблизительно 30% болтовых соединений ослаблены или не соответствуют расчётному усилию затяжки
более 28% аварий стальных решёток связаны с отсутствием или ослаблением фиксаторов
В России эти цифры могут быть выше из-за более широкого диапазона температур и агрессивных сред на промышленных объектах.
2.2 Случай из практики РФ: разрушение сварного шва фиксатора
Хотя прямых аналогов трагедии во Внутренней Монголии в открытых источниках по РФ немного, экспертизы промышленной безопасности (ЭПБ) на опасных производственных объектах регулярно выявляют дефекты сварных соединений. Приказом Ростехнадзора от 20 августа 2025 года № 282 утверждены федеральные нормы НП-119-25, требующие расчёта на прочность и контроля изготовления каждого элемента крепления — принцип, который должен применяться и к стальным решёткам .
2.3 Отличие российской практики от китайской
Основные отличия требований к монтажу в РФ:
| Параметр | Китай (YB/T 4001.1) | Россия (СП 16.13330, ГОСТ Р 72004) |
|---|---|---|
| Контроль момента затяжки болтов | Рекомендательный | Обязательный по ГОСТ Р 72004-2025 |
| Испытания сварных швов | Визуальный контроль | Визуальный + макроструктура (ГОСТ Р ИСО 17639-2025) |
| Требования к покрытию фиксаторов | Горячее цинкование | ГЦ + проверка совместимости по ГОСТ 9.202-2025 |
| Расчёт на усталость | Не всегда | Требуется по СП 16.13330 для динамических нагрузок |
Глава 3. Типы фиксаторов: конструкция и применение
3.1 Тип C (C-образный фиксатор) — для сварного монтажа
Фиксатор типа C (C-тип) представляет собой верхнюю прижимную пластину с двумя крюками и болт с шестигранной головкой M8, который приваривается к несущей балке .
Особенности конструкции:
Не имеет нижней прижимной пластины
Болт приваривается непосредственно к опорной балке
Верхняя пластина надевается на болт и прижимает решётку гайкой
Преимущества:
Высокая устойчивость к вибрационным нагрузкам
Невозможность случайного демонтажа
Применяется на объектах, где нежелательны лишние отверстия
Недостатки:
Разрушает цинковое покрытие в месте сварки → требуется антикоррозионная защита
Сварной шов становится критической точкой отказа
Не подходит для временных конструкций
3.2 Тип M (M-образный фиксатор) — болтовое крепление
Фиксатор типа M (M-тип) имеет верхнюю и нижнюю прижимные пластины, стягиваемые болтом M8 или M10. Нижняя пластина имеет седловидную форму для охвата полки балки .
Особенности конструкции:
Состоит из двух пластин (верхней и нижней)
Болт с внутренним шестигранником
Не требует сварки
Преимущества:
Полностью сохраняет цинковое покрытие
Легко демонтируется при необходимости
Быстрый монтаж — одним человеком
Недостатки:
Чувствителен к вибрации
Требует периодической проверки момента затяжки
3.3 Сравнительная таблица: M-тип vs C-тип
| Параметр сравнения | M-тип (болтовой) | C-тип (сварной) |
|---|---|---|
| Конструкция | Верхняя + нижняя пластины + болт | Верхняя пластина + приварной болт |
| Повреждение цинкового покрытия | Нет | Да (в зоне сварки) |
| Требования к антикоррозионной защите | По ГОСТ 9.307 | По ГОСТ 9.307 + подварка цинконаполненной краской |
| Устойчивость к вибрации | Средняя | Высокая |
| Демонтаж | Возможен | Невозможен |
| Применение | Стандартные платформы | Высоковибрационные зоны, опасные производственные объекты |
| Количество на панель | ≥4 (до 12 при большой длине) | ≥4 (по месту сварки болтов) |
| Контроль затяжки | По ГОСТ Р 72004-2025 | Не требуется (сварка) |
Глава 4. Требования к монтажу: количество, момент затяжки, контроль сварки
4.1 Количество фиксаторов на панель
Согласно ГОСТ Р 58758-2019 и отраслевой практике, каждая панель стальной решётки должна быть закреплена не менее чем четырьмя фиксаторами — по одному в каждом углу .
Для длинных панелей (более 1500 мм) количество фиксаторов увеличивается:
| Длина панели (несущая полоса) | Минимальное количество фиксаторов |
|---|---|
| до 1500 мм | 4 шт |
| 1500–3000 мм | 6 шт |
| 3000–4000 мм | 8 шт |
| 4000–5000 мм | 10 шт |
| 5000–6000 мм | 12 шт |
4.2 Момент затяжки болтовых фиксаторов (тип M)
С введением ГОСТ Р 72004-2025 «Метод определения коэффициента закручивания болтов» контроль момента затяжки становится обязательным .
Рекомендуемые моменты затяжки для болтов фиксаторов:
| Тип болта | Рекомендуемый момент | Применение | Периодичность проверки |
|---|---|---|---|
| M8 (стальной, оцинкованный) | 15–20 Н·м | Пешеходные дорожки, лёгкие платформы | 6 месяцев |
| M10 (стальной, оцинкованный) | 35–45 Н·м | Платформы оборудования, проезды погрузчиков | 3 месяца |
| M10 (нержавеющая сталь 304/316L) | 30–40 Н·м | Химические и прибрежные зоны | 3 месяца |
| M12 (стальной) | 65–85 Н·м | Сверхтяжёлые и высоковибрационные зоны | 1 месяц |
Контроль момента затяжки должен выполняться калиброванным динамометрическим ключом, а не «на глаз». На объектах, где применяется несколько болтовых соединений, следует вести журнал регистрации моментов затяжки, особенно для конструкций на опасных производственных объектах (ОПО).
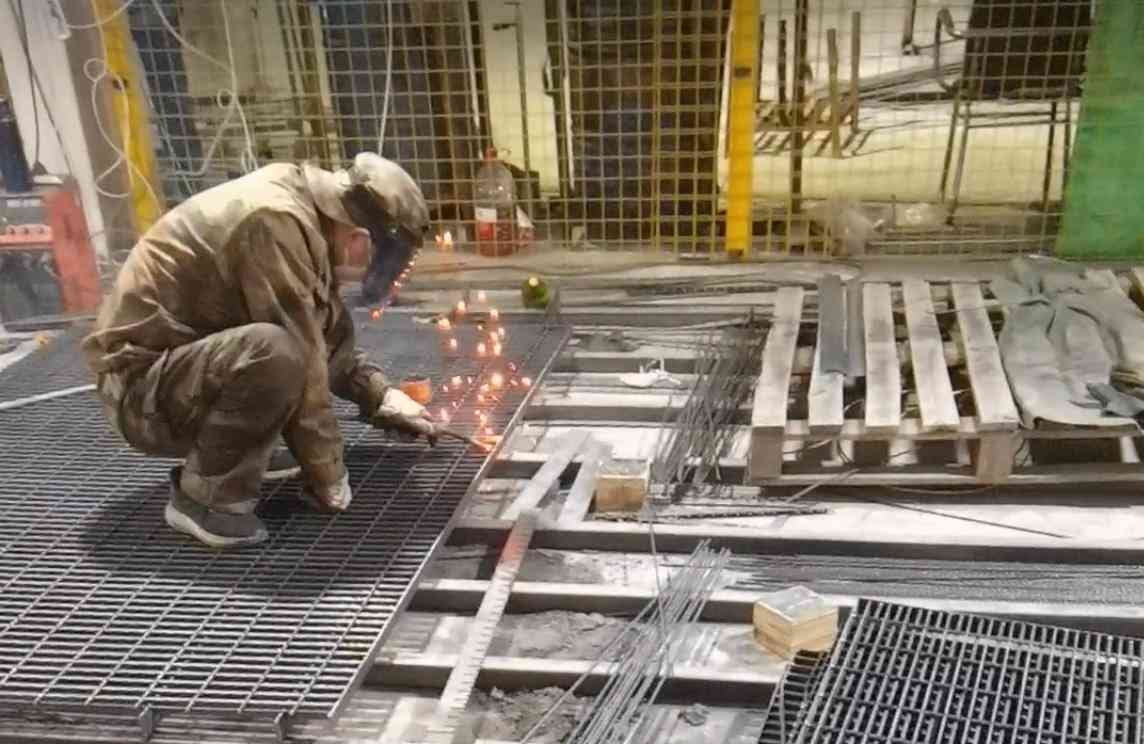
4.3 Требования к сварным фиксаторам (тип C)
При использовании фиксаторов типа C болты привариваются к опорной балке. Требования к сварке:
Сварка должна выполняться квалифицированными сварщиками (аттестованными по ГОСТ Р ИСО 15614)
Качество сварных швов должно контролироваться согласно ГОСТ Р ИСО 17639-2025 (исследование макроструктуры)
Минимальный катет шва — не менее 3 мм
После сварки шов должен быть очищен от шлака и окалины
Обязательна антикоррозионная обработка зоны сварки — нанесение цинконаполненной краски (содержание цинка ≥96%)
С 1 декабря 2025 года вступают в силу ГОСТ ISO 3834-2-2023 и ГОСТ ISO 3834-3-2023, устанавливающие всесторонние и стандартные требования к качеству сварки плавлением металлических материалов . Эти документы должны применяться при аттестации сварочных технологий для монтажа фиксаторов стальных решёток.
4.4 Требования к антикоррозионной защите и совместимости материалов
С 1 апреля 2026 года вводится ГОСТ 9.202-2025, регламентирующий допустимые и недопустимые контакты металлов . Для стальных решёток и их фиксаторов это означает:
| Материал решётки | Допустимые фиксаторы | Недопустимые фиксаторы | Причина |
|---|---|---|---|
| Оцинкованная сталь | Оцинкованная сталь, нержавеющая сталь | — | — |
| Нержавеющая сталь (304/316L) | Нержавеющая сталь той же марки | Углеродистая сталь (любая) | Гальваническая коррозия — ускоряет разрушение углеродистой стали в 3-5 раз |
Категорически запрещается использовать углеродистые фиксаторы с решётками из нержавеющей стали во влажной или агрессивной среде. Это требование особенно актуально для прибрежных районов России (Дальний Восток, Калининградская область) и объектов нефтехимии.
4.5 Требования к покрытию фиксаторов
Согласно российским нормам, фиксаторы из углеродистой стали должны быть горячеоцинкованы в соответствии с ГОСТ 9.307-2021 . Толщина покрытия должна быть не менее:
Средняя толщина: ≥85 мкм (для изделий толщиной ≥6 мм)
Минимальная местная толщина: ≥70 мкм
Фиксаторы из нержавеющей стали (A2/A4 по ISO 3506) дополнительного покрытия не требуют, но должны быть пассивированы после изготовления.
Глава 5. Периодичность проверок и техническое обслуживание
5.1 Нормативные требования к проверкам
СП 16.13330.2017 и отраслевые руководства предписывают проведение регулярных осмотров стальных конструкций, включая крепления решёток .
Рекомендуемая периодичность проверок в зависимости от условий эксплуатации:
| Условия эксплуатации | Периодичность проверки | Что проверять |
|---|---|---|
| Обычные (внутри помещений, склады) | Каждые 6 месяцев | Затяжка болтов, коррозия, деформации |
| Интенсивная эксплуатация (проходы, площадки обслуживания) | Каждые 3 месяца | Момент затяжки, смещение фиксаторов, трещины сварных швов |
| Агрессивные среды (химические заводы, прибрежные зоны) | Каждые 1-2 месяца | Коррозия цинкового покрытия, состояние сварных швов, затяжка |
| Опасные производственные объекты (ОПО), высотные платформы | Ежемесячно | Полный контроль, включая инструментальный, с оформлением акта |
5.2 Что проверять при осмотре
При проведении проверки фиксаторов стальных решёток необходимо оценить:
Болтовые соединения (тип M) :
Проверить момент затяжки калиброванным динамометрическим ключом
Осмотреть резьбу на предмет коррозии
Проверить наличие шайб (плоской и пружинной)
Сварные соединения (тип C) :
Визуальный осмотр сварного шва (трещины, непровары, поры)
При необходимости — контроль макроструктуры по ГОСТ Р ИСО 17639-2025
Проверить состояние антикоррозионного покрытия в зоне сварки
Антикоррозионное покрытие:
Оценить состояние цинкового покрытия (отслоения, коррозия)
Для фиксаторов из нержавеющей стали — проверить пассивацию
Положение решётки:
Отсутствие смещений и люфта
Целостность несущих полос в местах контакта с фиксаторами
5.3 Применение ГОСТ Р 72004-2025 на практике
С 1 мая 2025 года контроль момента затяжки болтов на строительной площадке становится обязательным. Методика:
Определение коэффициента закручивания для конкретной партии болтов (выполняется в лаборатории)
Расчёт требуемого момента затяжки по коэффициенту
Контроль затяжки на объекте динамометрическим ключом
Регистрация результатов в журнале
Для фиксаторов стальных решёток эта процедура критична — ослабленный болт на высотной платформе может привести к катастрофическим последствиям.
5.4 Действия при обнаружении дефектов
| Обнаруженный дефект | Действие | Срок устранения |
|---|---|---|
| Ослабление затяжки болта | Подтянуть динамометрическим ключом | Немедленно |
| Коррозия болта/гайки | Заменить на новый, обработать | 7 дней |
| Трещина сварного шва | Зачистить, переварить, заново оцинковать | Немедленно (замена при невозможности) |
| Деформация фиксатора | Заменить | Немедленно |
| Отсутствие антикоррозионного покрытия | Нанести цинконаполненную краску | 24 часа |
Глава 6. Вопросы и ответы (Q&A): частые вопросы по выбору и монтажу фиксаторов (для российского рынка)
Вопрос 1: Обязательно ли применять фиксаторы типа C (с приваркой болта) на объектах, подконтрольных Ростехнадзору?
Ответ: Нет, тип фиксатора определяется проектом. СП 16.13330.2017 не запрещает использование болтовых фиксаторов (тип M) на опасных производственных объектах. Однако при выборе фиксатора необходимо учитывать вибрационные нагрузки. В зонах с интенсивной вибрацией (компрессорные, насосные, дробильные установки) предпочтение отдаётся сварным фиксаторам (тип C) или комбинированному креплению. Решение принимается проектной организацией на основе расчёта нагрузок.
Вопрос 2: Какой документ устанавливает метод контроля момента затяжки болтов на площадке?
Ответ: С 1 мая 2025 года основным документом является ГОСТ Р 72004–2025 «Стальные строительные конструкции. Болтовые соединения. Метод определения коэффициента закручивания болтов» . Этот стандарт позволяет контролировать усилие натяжения болтов непосредственно на строительной площадке, включая фиксаторы стальных решёток.
Вопрос 3: Можно ли использовать оцинкованные углеродистые фиксаторы с решёткой из нержавеющей стали?
Ответ: Категорически нет. Это создаёт гальваническую пару, в которой углеродистая сталь выступает анодом и разрушается в 3-5 раз быстрее. ГОСТ 9.202-2025 (вводится 1 апреля 2026 года) прямо регламентирует допустимые и недопустимые контакты металлов. Для нержавеющей решётки необходимо использовать фиксаторы из той же марки нержавеющей стали (304 или 316L) .
Вопрос 4: Какие испытания сварных швов фиксаторов обязательны по российским нормам?
Ответ: Для ответственных металлоконструкций обязательны:
Визуальный и измерительный контроль (все швы)
Контроль макроструктуры по ГОСТ Р ИСО 17639-2025 (выборочно)
При сварке на морозе — контроль по ГОСТ 9454-2025 «Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах» (вводится 01.04.2026)
Вопрос 5: Где можно получить актуальные нормативы по болтовым соединениям?
Ответ: Актуальные версии стандартов публикуются на официальном сайте Росстандарта (www.rst.gov.ru) и в информационной системе «Техэксперт». Для использования на строительной площадке необходима копия документа, заверенная организацией-держателем подлинника.
Глава 7. Алгоритм выбора фиксатора для российских условий
| Критерий | Рекомендация | Нормативный документ |
|---|---|---|
| Шаг 1. Оценка вибрационных нагрузок | ||
| Низкие (пешеходные зоны) | M-тип (болтовой) | — |
| Высокие (компрессоры, дробилки) | C-тип (сварной) или комбинированный | СП 16.13330.2017 |
| Шаг 2. Определение коррозионной среды | ||
| Обычная (C3 по ISO 12944) | Оцинкованный фиксатор (≥85 мкм) | ГОСТ 9.307-2021 |
| Агрессивная (C4, C5-M — химические цеха, прибрежные зоны) | Фиксатор из нержавеющей стали (304/316L) | ГОСТ 9.202-2025 |
| Шаг 3. Расчёт количества фиксаторов | ||
| Длина панели до 1500 мм | 4 шт | ГОСТ Р 58758-2019 |
| Длина панели 1500-3000 мм | 6 шт | — |
| Длина панели 3000-4000 мм | 8 шт | — |
| Шаг 4. Контроль монтажа | ||
| Контроль затяжки болтов | Динамометрический ключ по ГОСТ Р 72004-2025 | ГОСТ Р 72004-2025 |
| Контроль сварных швов | Визуальный + макроструктура | ГОСТ Р ИСО 17639-2025 |
| Шаг 5. Периодичность проверок | ||
| Обычные условия | Каждые 6 месяцев | СП 16.13330 |
| Агрессивные/вибрационные | Каждые 1-3 месяца | — |
Глава 8. Заключение и технические обязательства компании bangtu
Трагедия в Китае, где шесть студентов погибли из-за оторвавшейся панели решётки, — жёсткое напоминание: крепление стальных решёток не терпит пренебрежения. В России этот принцип закреплён законодательно — в СП 16.13330.2017, ГОСТ Р 72004-2025 и десятках других нормативных документов, требующих расчёта прочности, контроля качества сварки, измерения момента затяжки болтов и регулярных проверок.
Выбор между фиксатором типа M и типа C — это не вопрос удобства, а вопрос безопасности и долговечности. Болтовой фиксатор (M) удобен в монтаже, не повреждает цинковое покрытие и позволяет демонтаж. Сварной фиксатор (C) надёжнее при вибрациях, но требует квалифицированной сварки и последующей антикоррозионной обработки.
Ключевые выводы для российских инженеров и монтажников:
Не экономьте на количестве — каждая панель требует минимум 4 фиксатора (при большой длине — до 12)
Контролируйте момент затяжки — по ГОСТ Р 72004-2025, используя динамометрический ключ (M10 — 35-45 Н·м)
Учитывайте совместимость материалов — с 1 апреля 2026 года действует ГОСТ 9.202-2025, запрещающий гальванические пары
Проверяйте качество сварки — по ГОСТ Р ИСО 17639-2025 (контроль макроструктуры)
Соблюдайте периодичность проверок — от 1 месяца для ОПО до 6 месяцев для обычных условий
Для нержавеющих решёток используйте только нержавеющие фиксаторы — иного не дано
О компании bangtu
Компания bangtu более 20 лет специализируется на производстве стальных решёток (steel grating) и поставляет продукцию в Россию и страны Евразийского экономического союза. Для российского рынка мы предлагаем:
Фиксаторы типов M и C — болтовые и сварные, из оцинкованной углеродистой стали и нержавеющей стали 304/316L
Полное соответствие российским нормативам — фиксаторы соответствуют требованиям СП 16.13330.2017 и изготавливаются с соблюдением ГОСТ 9.307-2021 (горячее цинкование)
Контроль момента затяжки — продукция комплектуется рекомендациями по моментам затяжки в соответствии с ГОСТ Р 72004-2025
Болты с контролируемым коэффициентом закручивания — поставляем болты с паспортными данными для точного расчёта момента
Сварные фиксаторы с подготовкой под антикоррозионную обработку — фиксаторы типа C поставляются с готовой зоной для приварки
Документация на русском языке — сертификаты качества, протоколы испытаний, инструкции по монтажу и периодичности проверок
Аттестация сварочных материалов — по запросу предоставляем документы по ГОСТ Р ИСО 15609-1-2025 и ГОСТ Р ИСО 15614-12-2025
Выбирайте bangtu — ваш надёжный партнёр по безопасному креплению стальных решёток для любых условий эксплуатации.
Телефон/WhatsApp: +8613149461500
Электронная почта: sini@bangtuwiremesh.com
Веб-сайт: www.chinawiremesh.ru | www.bangtusteelgrating.com